12.04.2022
Группа 301
Предмет: Технология механизированных работ в С/Х
Тема урока : Регулировки основных узлов и механизмов жатки зернового комбайна
Цель урока : изучить данную тему, составить конспект урока.
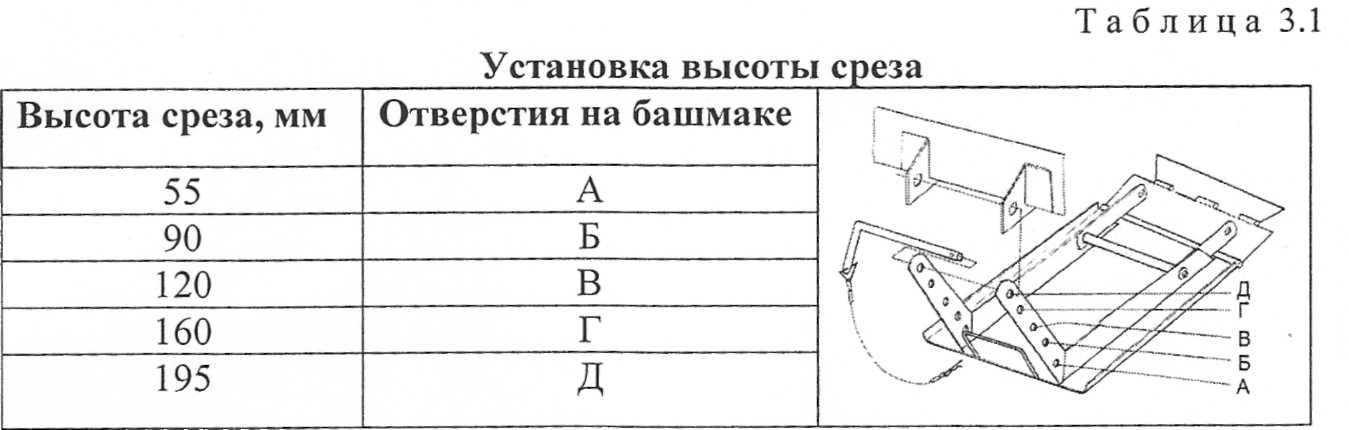
Установку высоты среза при работе жатки с копированием рельефа поля проводится путем перестановки копирующих башмаков в соответствии с таблицей 3.1.
7.
При работе жатки без копирования рельефа поля следует зафиксировать продольный и поперечный механизмы копирования, для чего соединяются серьги с отверстиями на раме жатки и фиксируются с помощью осей и шплинтов.
Затем следует приподнять наклонную камеру гидроцилиндрами 2 для установки режущего аппарата на необходимую высоту среза.
При уборке полеглых хлебов рекомендуется настроить жатку следующим образом:
 у
у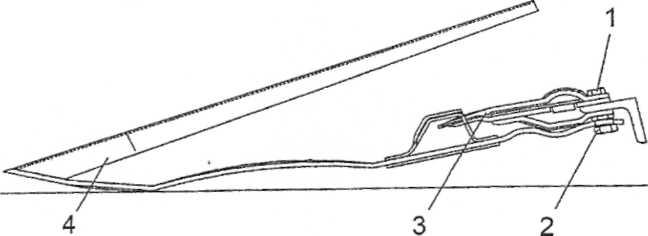 становить копирующие башмаки на высоту среза 90 мм (отверстие Б - табл. 3.1);
становить копирующие башмаки на высоту среза 90 мм (отверстие Б - табл. 3.1);выдвинуть мотовило максимально вперед и опустить его до касания граблин мотовила поверхности почвы. Если требуется опустить мотовило еще ниже, а ход гидроцилиндров подъема мотовила по высоте уже выбран, тогда приподнимите наклонную камеру и жатка наклонится вперед, а граблины мотовила опустятся еще ниже;
положение мотовила и его частота вращения должны быть выбраны с таким расчетом, чтобы граблины мотовила активно захватывали (поднимали) стебли, подводили их к режущему аппарату и шнеку. Рекомендованные частота вращения мотовила 20...30 мин'1 при скорости движения комбайна -1,5...5 км/ч;
при уборке сплошных полеглых хлебов необходимо дополнительно установить стеблеподъемники 4 (рисунок 3.6) на пальцы режущего аппарата 3 жатки, начиная со второго пальца от левой боковины жатки с шагом 230 мм. Закрепить их при помощи контргаек 2, имеющихся на режущем аппарате.
8.
4.2. Регулировки мотовила. Положение мотовила по высоте и выносу регулируется с помощью гидроцилиндров и зависит от условий уборки и вида убираемой культуры. Рекомендации по установке мотовила изложены в табл. 3.2 и показаны на рис. 3.7.
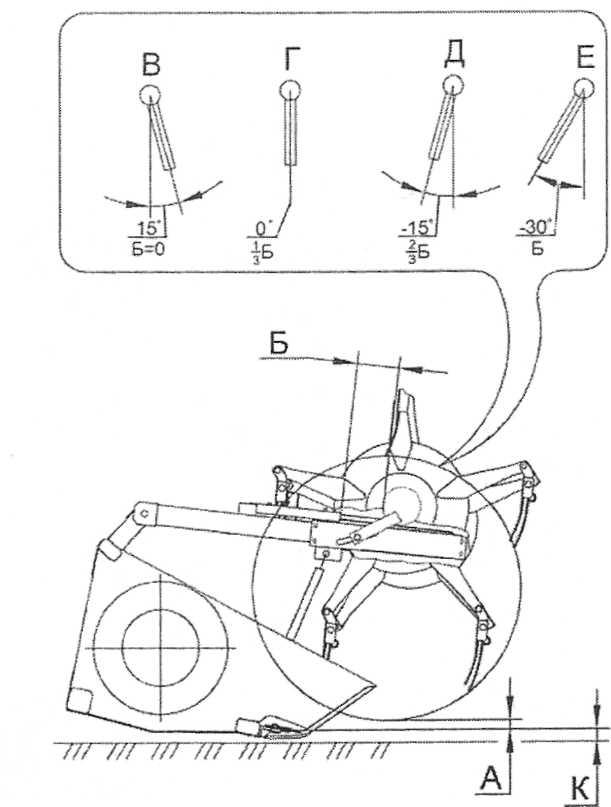
Рис.3.7. Схема установки мотовила и граблин при работе жатки: А - величина расположения по высоте; Б - ход штока гидроцилиндра перемещения мотовила по горизонтали; В, Г, Д, Е - положение граблин; К - высота среза стеблей
Наклон граблин мотовила устанавливается автоматически в зависимости от величины выноса мотовила.
Зазор между пальцами граблин и режущим аппаратом должен быть 10...25 мм. Регулировку производить поворотом проушины гидроцилиндра относительно штока гидроцилиндра. После регулировки гайку гидроцилиндра затянуть с моментом от 110 до 140 Н.м.
Зазор меньше 10 мм не допускается, поскольку может вызвать поломки вследствие попадания граблин в зону резания.
При задевании крайними граблинами мотовила боковин жатки необходимо переместить мотовило относительно боковин путем перестановки регулировочных шайб.
Для увеличения количества оборотов на валу мотовила необходимо заменить установленную звездочку (z=12) на звездочку (z=17). Обороты мотовила регулируются бесступенчато с помощью вариатора.
9.
4.3.Регулировка режущего аппарата. Суммарный зазор Г и Д не более 1 мм. Регулировку производить перемещением пластин трения 5, 6 и 9 (рис. 3.8).
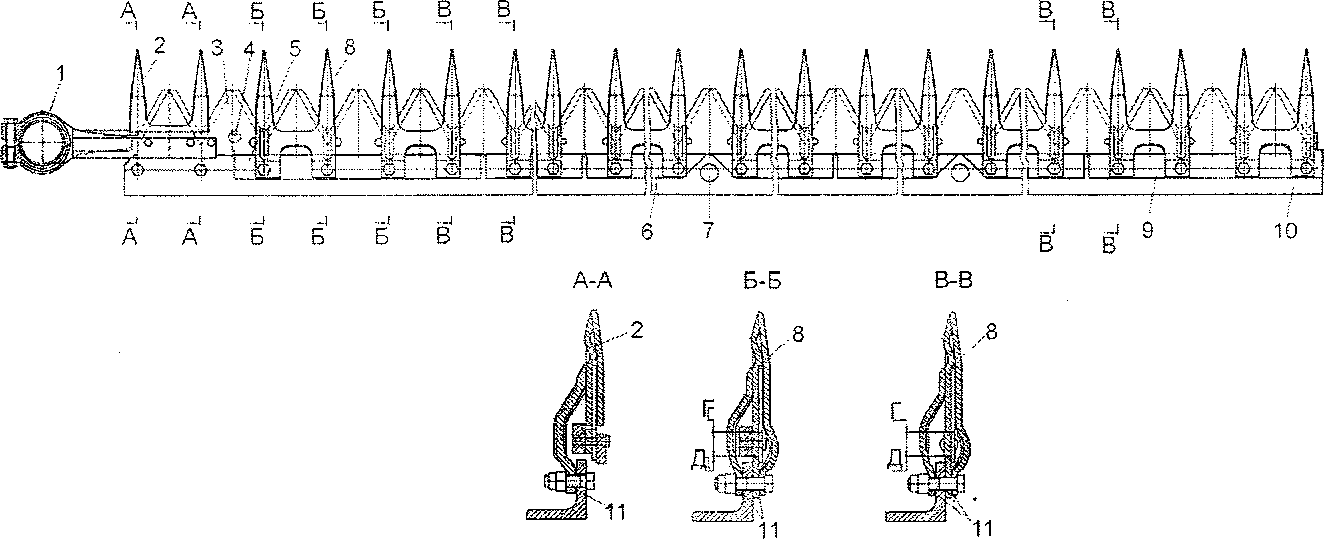
Рис. 3.8. Режущий аппарат: 1 - головка ножа; 2 - палец направляющий; 3 - сегмент; 4 - полоса ножевая; 5, б, 9 - пластины трения; 7 - заглушка; 8 - сдвоенные пальцы; 10 - уголок;
11 - регулировочные прокладки
4.4.Регулировки шнека. Исходные настройки зазоров шнека составляют (рис. 3.9): А=6...23 мм между шнеком и днищем, а также зазоры Б и В=6.. .23 мм между пальцами пальчикового механизма и днищем.
Если имеются случаи забивания шнека хлебной массой, то указанные зазоры следует увеличить.
Регулировка зазора А между витками шнека и днищем жатки производится поворотом опор тягами с двух сторон жатки.
 Регулировку зазоров Б и В между пальцами шнека и днищем производят поворотом рычага на правой боковине жатки.
Регулировку зазоров Б и В между пальцами шнека и днищем производят поворотом рычага на правой боковине жатки.
 Регулировку зазора Г между витками шнека и чистиками осуществляют перемещением чистиков по овальным отверстиям на раме. Зазор Г должен быть минимальным с учетом радиального биения шнека и составляет 1... 10 мм.
Регулировку зазора Г между витками шнека и чистиками осуществляют перемещением чистиков по овальным отверстиям на раме. Зазор Г должен быть минимальным с учетом радиального биения шнека и составляет 1... 10 мм.
11.
4.5.Регулировка цепных передач. Звездочки цепных передач должны лежать в одной плоскости. Отклонение не более 1 мм.
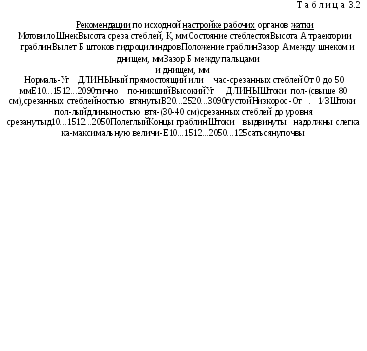
Регулировка цепной передачи 2 (рис. 3.10) производится перемещением муфты фрикционной 1 и звездочки 3 с помощью набора шайб.
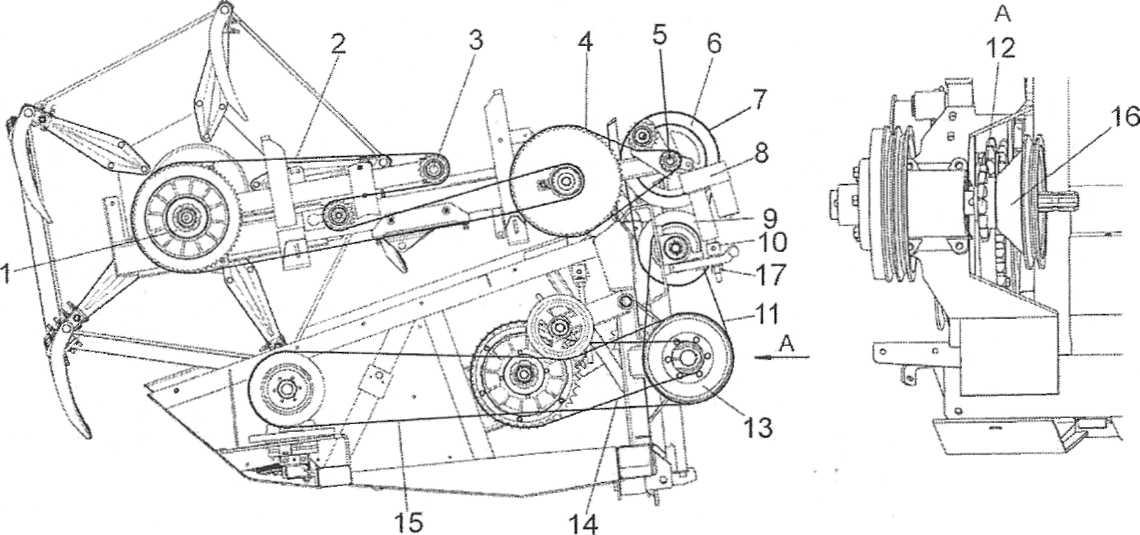
Рис. 3.10. Регулировка цепных и ременных передач: 1 - муфта фрикционная; 2, 4, 14 - цепные передачи; 3,5- звездочки; 6, 13, 16 - шкивы; 7, 11, 15 - ременные передачи; 8 - исполнительный электромеханизм; 9 - вариатор; 10 - скоба; 12 - звездочка контрпривода; 17 - гайка
Регулировка цепной передачи 4 производится перемещением звездочки 5 шайбами, а регулировка цепной передачи 14 - перемещением звездочки 12 прокладками.
Стрелы провисания цепей 2, 4, 14 от усилия (160+15) Н в средней части цепей должны быть соответственно (30+7) мм; (3+1) мм; (6 + 2) мм.
Регулировку натяжения производят перемещением натяжных звездочек по пазам.
4.6.Регулировка ременных передач. Канавки шкивов ременной передачи 15 (рис. 3.10) должны лежать в одной плоскости. Отклонение не более 1 мм. Регулировку производить осевым перемещением шкива 13.
Прогиб ремня 15 в средней части ветви от усилия (100 + 10) Н должен быть 18 - 20 мм.
Канавки шкивов ременных передач 11,7 должны лежать в одной плоскости. Отклонение не более 0,5 мм. Регулировку соответственно производить перемещением шкива 16 шайбами и шкива 6 прокладками.
Натяжение ремня 7 осуществлять вращением скобы 10. Ремень должен войти в ручей шкива вариатора до совпадения наружной поверхности ремня и поверхности раздвижных дисков вариатора. При этом расхождение дисков должно составить (2+1) мм. После регулировки натяжения ремня затяните гайку 17 с моментом от 80 до 100 Н.м.
Прогиб ремня 11 в средней части от усилия (75 + 7) Н должен быть 13... 15 мм.
12.
4.7.Регулировка режущего аппарата. Замена ножа режущего аппарата (рис. 3.11) производится в следующей последовательности:
8 - регулировочные прокладки
Рис. 3.11. Угловая передача: 1 - винт крепления шкива; 2 - центральная гайка; 3, б - болты; 4 - головка ножа; 5 - гайка; 7 - водило;
1) демонтируйте нож вместе с водил ом 7 угловой передачи, вывернув болты 6;
установите водило 7 в головку запасного ножа, не зажимая клемму;
установите нож с водил ом 7 в режущий аппарат жатки;
4) проконтролируйте зазоры Г и Д (1 мм max) (рис. 3.12) первого пальца режущего аппарата перемещением угловой передачи вдоль овальных отверстий опорной поверхности рамы, установите болты и затяните гайки моментом от 70 до 90 Н.м;
![]()
Рис. 3.12. Режущий аппарат
Проконтролируйте размер Б (рис. 3.11). В случае необходимости отрегулируйте его прокладками 8
выставьте размер В (0,15...0,65) мм между нижней противорежущей кромкой первого пальца и режущей плоскостью сегмента ножа. Регулировка обеспечивается перемещением головки ножа вдоль (вверх-вниз) подшипника водила 7. Зафиксируйте положение головки ножа 4 болтом 3, момент затяжки болта моментом 44 - 55 Н-м (смыкание клеммы головки ножа не допускается), установите гайку 6 и затяните ее моментом 44- 55 Н-м. Головка ножа после затяжки клеммы не должна перемещаться вдоль подшипника водила.
обеспечьте перебег осей сегментов ножа в крайних положениях (рис. 3.13) относительно осей пальцев (4,4 + 2) мм. Регулировку производите перемещением пальцевого бруса по овальным пазам;
затяните болты крепления режущего аппарата к раме жатки с моментом от 70 до 90 Н-м.
Центральная гайка 2 (рис. 3.11) затянута моментом (140-150) Н-м и посажена на герметик LOKTITE-270. При необходимости демонтажа открутите
13.
гайку после подогрева. При новой установке необходимо наносить новый герметик (LOKTITE-270) или УГ-6.
В процессе работы угловой передачи, особенно в первые часы после смазки, может выступать смазка из-под уплотнений подшипниковых узлов угловой передачи. Количество выделившейся смазки зависит от объема заправленной смазки и температуры нагрева угловой передачи. Рабочая температура составляет 70-80 °С. Если количество выступающей смазки увеличивается, а температура при работе остается в обычных пределах, то последующую смазку ограничить до 2-3 качков шприца.
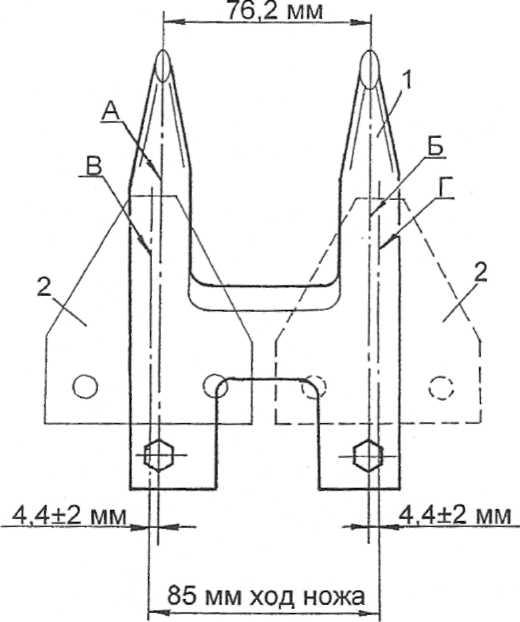
Рис. 3.13. Регулировка перебега режущего аппарата:
1 - сдвоенный палец; 2 — сегмент
A, Б - оси сдвоенного пальца;
B, Е - ось сегмента



Комментариев нет:
Отправить комментарий