07.04.2022
Группа 203
Предмет: Технология газовой сварки
Тема урока : Техника газовой сварки порошковых наплавки
Цель урока :изучить данную тему, составить конспект урока.
В процессе газовой сварки свариваемый и присадочный металлы расплавляют пламенем, получаемым при сгорании смеси какого-либо горючего газа с кислородом.
Способ получения высокотемпературного газового пламени был разработан в конце XIX века и газопламенная сварка с применением ацетилена и кислорода, водорода являлась основным способом соединения металлоконструкций.
Позже, из-за бурного развития электродуговой и других видов сварки, роль газовой сварки уменьшилась.
К достоинствам газовой сварки относятся относительно простое и недорогое оборудование, возможность изменять в широких пределах мощность, состав и направление пламени при сварке.
Недостатками являются: более низкая по сравнению с электродуговой сваркой производительность процесса, так как стоимость используемых газов выше стоимости электроэнергии, себестоимость газовой сварки выше, чем электродуговой.
Газовую сварку применяют для сварки и восстановления тонкостенных стальных изделий, заварки трещин и наплавки деталей из чугуна, цветных металлов и пластических масс. Газовое пламя используют для местной закалки стальных изделий, а также пайки деталей.
В табл. 5 представлены горючие газы, применяемые в смеси с кислородом при газовой сварке и область применения.
Таблица 5. Горючие газы, применяемые в смеси с кислородом, при газовой сварке
Температура пламени при сгорании горючих газов в смеси с кислородом значительно выше по сравнению с пламенем, получаемым при сгорании тех же газов в смеси с воздухом. Для газовой сварки используют кислород трех сортов: газообразный технический первого сорта с чистотой 99,7, второго сорта – 99,5 и третьего сорта – 99,2 %. Газообразный кислород поставляют в стальных баллонах под давлением 15 МПа. При контакте с маслами кислород взрывается. Как следует из табл. 5, пламя ацетилено-кислородной смеси имеет наиболее высокую температуру – 3150 °С, поэтому несмотря на то, что ацетилен в 15…20 раз дороже других горючих газов, он получил наиболее широкое применение при газовой сварке и наплавке.
Ацетилен получают при взаимодействии карбида кальция с водой. При этом получают газообразный ацетилен С2Н2 и гашеную известь Са(ОН)2
В газообразном состоянии ацетилен с повышением давления до 0,2 МПа и температуры до 450…500 °С, а также в смеси с кислородом при содержании ацетилена 2,8…93 % (по объему) или с воздухом при содержании ацетилена 2,2…81 %, взрывоопасен. Ацетилен транспортируют в стальных баллонах под давлением 1,9 МПа. Баллоны заполняют в специальных промышленных предприятиях. Потребление ацетилена из баллонов упрощает обслуживание и повышает производительность сварки и наплавки.
Ацетилен получают в специальных аппаратах, которые называют ацетиленовыми генераторами. Последние согласно ГОСТ 5190 различаются по производительности, способу устройства и системе регулирования взаимодействия карбида кальция с водой.
Производительность генераторов составляет: 0,5; 0,75; 1,25; 2,5; 3,5; 5; 10; 20; 40; 80; 160 и 320 м 3 /ч ацетилена. Различают генераторы передвижные и стационарные. По системе регулирования взаимодействия карбида кальция с водой делят на генераторы системы «карбид в воду», «вода в карбид», «вытеснения», комбинированные – «вода на карбид и вытеснения», «сухие».
Устройство ацетиленового генератора марки АСП-10 показано на рис. 18 и 19 .
Корпус генератора включает горловину 1, газообразователь 2, вытеснитель 3 и промыватель (газосборник) 4 (рис. 18). Газообразователь сообщается с вытеснителем переливным патрубком, а с газосборником переливной трубкой 9 (рис. 19). Корпус закрывается крышкой 2 и герметизируется мембраной 3. Вращением винта 1 крышка 2 прижимается к горловине. Траверса 15 вводится в проушины крюков. В крышку встроен подвижный шток с коромыслом, на которое подвешивается загрузочная корзина 6. При погружении корзины с карбидом кальция в воду образуется ацетилен, который по переливной трубке 9 поступает в газосборник, барботируя через слой воды, охлаждается, промывается и через предохранительный затвор 14 поступает в горелку.
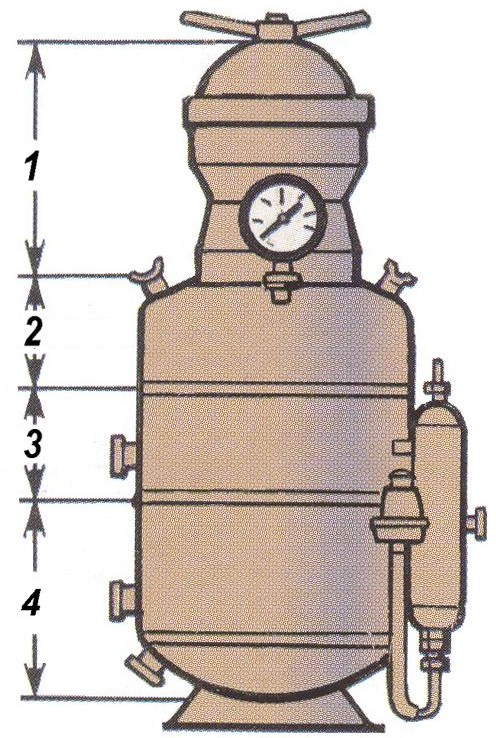
Рис. 18. Составные емкости ацетиленового генератора: 1 – горловина; 2 – газообразователь; 3 – вытеснитель; 4 – газосборник (промыватель)
При уменьшении отбора ацетилена и повышении давления в генераторе вода из газообразователя выдавливается в вытеснитель, объем замоченного карбида кальция уменьшается, вследствие этого сокращается газообразование. В случае увеличения отбора ацетилена и снижения давления происходит обратный процесс.
При повышении в генераторе давления выше допустимого срабатывает предохранительный клапан 12 и ацетилен выпускается в атмосферу. Предохранительный затвор 14 служит для предотвращения взрыва ацетиленового генератора в случае возникновения обратного удара (обратная тяга). Обратным ударом называют внезапное загорание горючей смеси внутри газосварочной горелки или резака.
Ацетилен и другие горючие газы смешивают с кислородом в необходимых пропорциях в газосварочной горелке. Различают горелки безинжекторного и инжекторного типа. Наибольшее распространение получили горелки инжекторного типа (рис. 20).
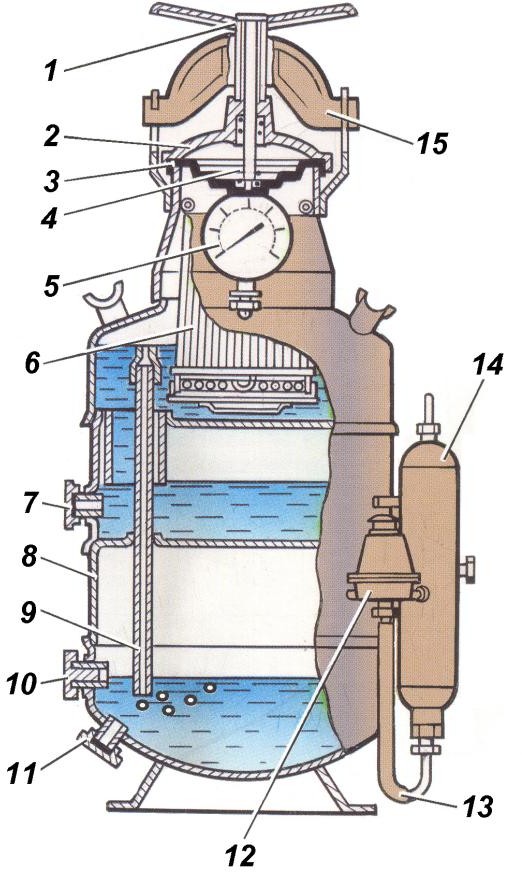
Рис. 19. Устройство ацетиленового генератора: 1 – винт; 2 – крышка; 3 – мембрана; 4 – пружина; 5 – манометр; 6 – корзина; 7 – штуцер; 8 – корпус; 9 – переливная трубка; 10 – контрольная пробка; 11 – штуцер; 12 – предохранительный клапан; 13 – шланг; 14 – предохранительный затвор; 15 – траверса
Ацетилен поступает в горелку через ниппель 12, а кислород – ниппель 13. Горелку держат за рукоятку 14, а подачу ацетилена регулируют вентилем 9, кислорода – вентилем 16. Внутри корпуса горелки расположен инжектор 7, через отверстие которого в смесительную камеру 5 поступает кислород под давлением 0,1…0,4 МПа. Избыточное давление кислорода создает разрежение, благодаря чему ацетилен поступает в смесительную камеру с наружной части инжектора. В смесительной камере кислород и ацетилен смешиваются, смесь поступает по наконечнику 3 и ее на выходе из мундштука 1 поджигают.
Технология газовой сварки. Присадочный материал выбирают по составу свариваемого металла изделия. Мощность горелки и номер наконечника выбирают в зависимости от толщины свариваемого металла.
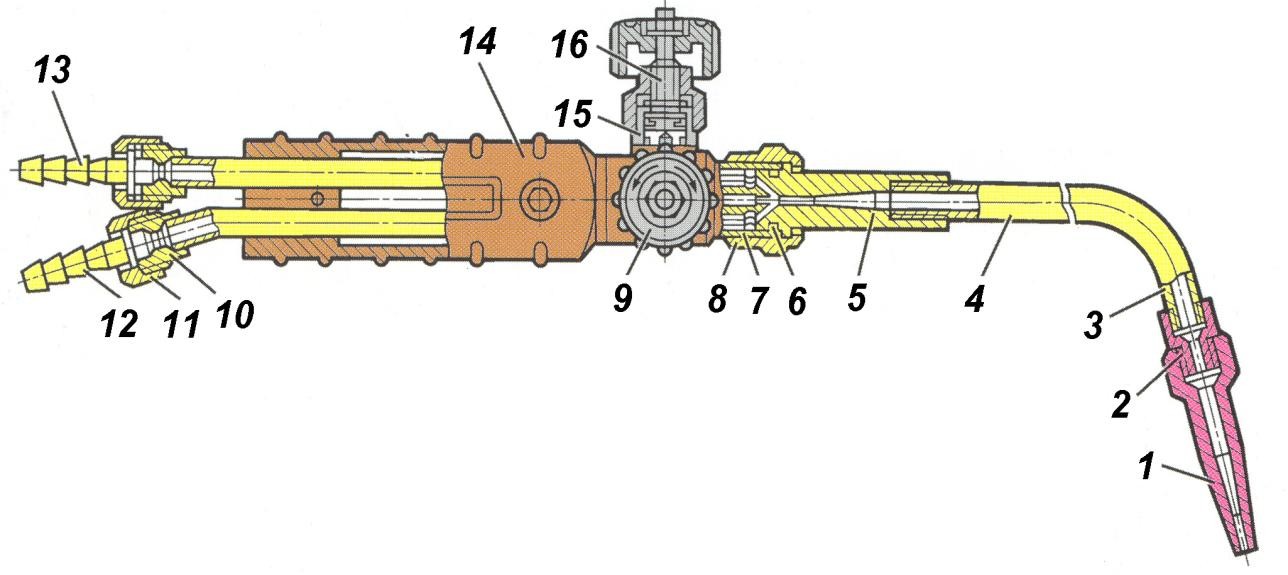
Рис. 20. Устройство газосварочной горелки инжекторного типа: 1 – мундштук; 2 – ниппель мундштука; 3 – наконечник; 4 – трубчатый мундштук; 5 – смесительная камера; 6 – резиновое кольцо; 7 – инжектор; 8 – накидная гайка; 9 – ацетиленовый вентиль; 10 – штуцер; 11 – накидная гайка; 12 – ацетиленовый ниппель; 13 – кислородный ниппель; 14 – рукоятка; 15 – сальниковая набивка; 16 – кислородный вентиль
Газосварочное пламя в значительной мере определяет качество сварного шва. С изменением соотношения кислорода и ацетилена получают нормальное (восстановительное, соотношение от 1 : 1 до 1 : 1,3), окислительное или науглероживающее пламя.
Нормальное пламя способствует раскислению металла сварочной ванны и получению качественного сварного шва. Как правило, этим пламенем ведут сварку (рис. 21, а).
В окислительном пламени наблюдается избыток кислорода, который сильно окисляет металл сварочной ванны, способствует пористости и низкому качеству сварного шва (рис. 21, б). Науглероживающее пламя имеет желтый цвет и удлиненный коптящий факел (рис. 21, в). Такое пламя имеет избыток ацетилена и при сварке науглероживает металл сварочной ванны.
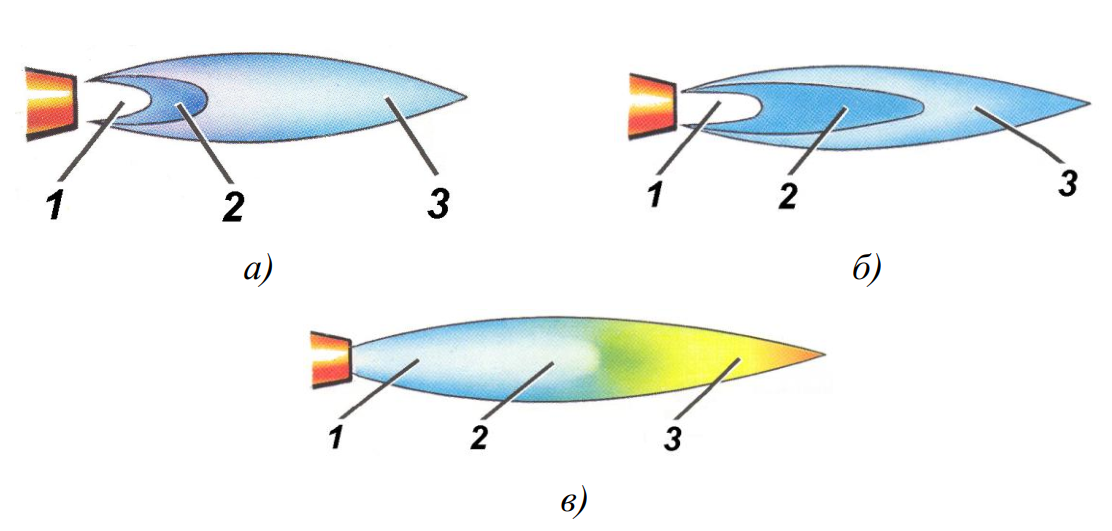
Рис. 21. Виды ацетилено-кислородного пламени: нормальное (а), окислительное (б) и науглероживающее (в); 1 – ядро; 2 – восстановительная зона; 3 – факел
Нормальное пламя имеет три зоны: ядро 1, восстановительную зону 2 и факел 3 (рис. 22).
Ядро представляет самую яркую часть пламени, которая состоит из раскаленных частиц углерода, сгорающих на наружной части ядра. Температура ядра не превышает 1200 °С.
Восстановительная зона по сравнению с ядром имеет более темный цвет и состоит из окиси углерода и водорода, образующихся при сгорании ацетилена
Эта зона имеет максимальную температуру 3150 °С на расстоянии 2…4 мм от ядра, и поэтому этой частью пламени расплавляют свариваемый металл. При сварке пламя не только расплавляет металл, но и защищает сварочную ванну от кислорода и азота окружающего воздуха, поэтому необходимо, чтобы расплавленный основной металл и конец присадочной проволоки находились постоянно в восстановительной зоне пламени.
Наружная часть пламени является факелом. Факел имеет удлиненную конусообразную форму и состоит из углекислого газа и паров воды, образующихся при сгорании окиси углерода и водорода восстановительной зоны пламени.
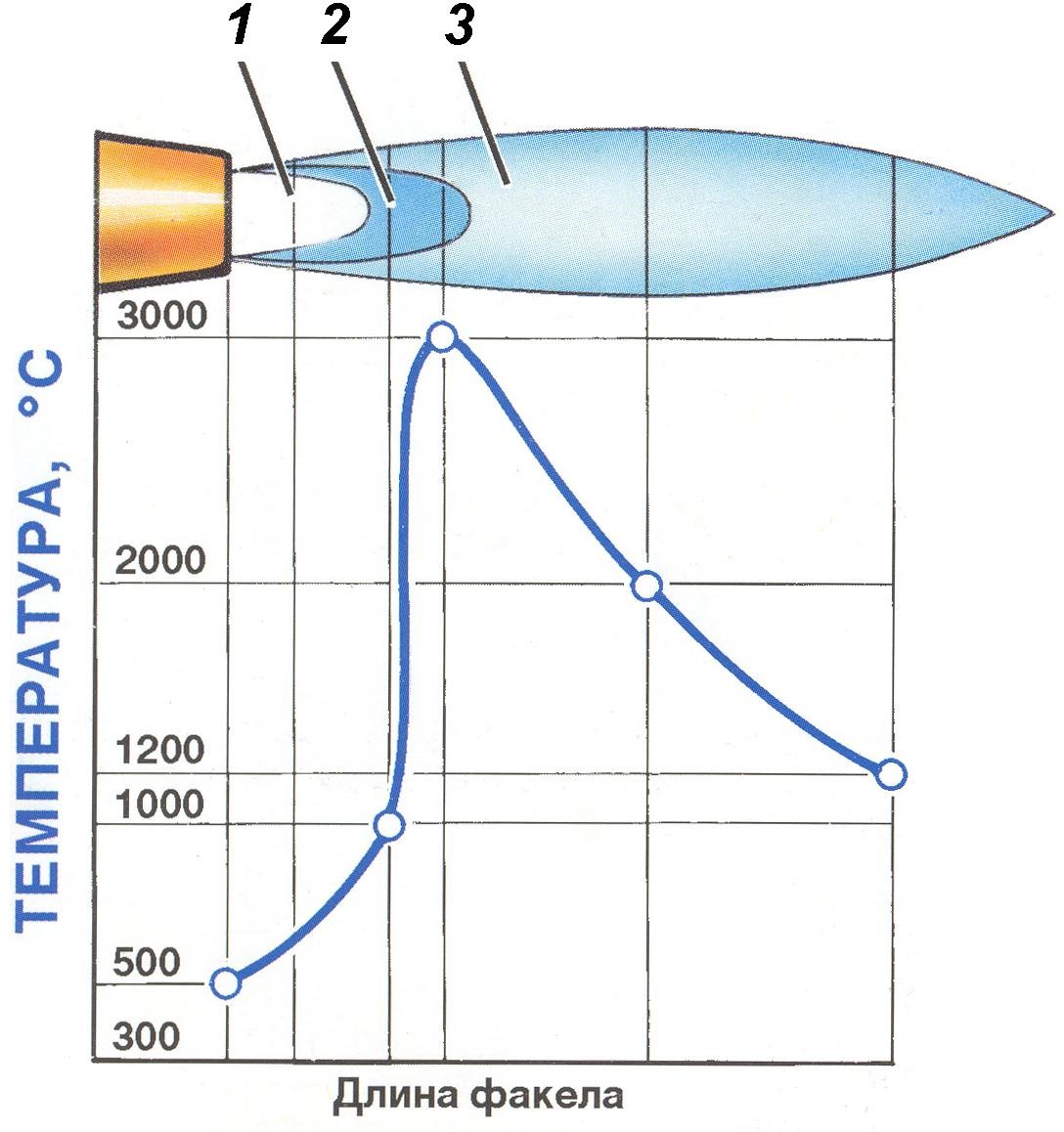
Рис. 22. Строение нормального ацетилено-кислородного пламени и распределение температуры: 1 – ядро; 2 – восстановительная зона; 3 – факел
Окись углерода и водорода сгорают, взаимодействуя с атмосферным воздухом 2СО + Н2 + 1,5О2 = 2СО2 + Н2О.
Изменение температуры в пламени различных видов показано на рис. 23.
Скорость расплавления металла зависит от угла наклона мундштука горелки к поверхности свариваемого металла. Наибольшая скорость наблюдается при перпендикулярном расположении мундштука горелки к поверхности свариваемого металла, а минимальная (сварка очень тонких и легкоплавких металлов) при почти параллельном расположении.



Комментариев нет:
Отправить комментарий