21.10.2022
Группа 512
Предмет: технология подготовительных операций перед сваркой
Тема урока: Правка и гибка металла
Цель урока: изучить данную тему, составить конспект урока
ПРАВКА — это операция по выправке заготовок и деталей, имеющих вмятины, искривления, коробления. При этом заготовке или детали придается первоначальная форма.
Правка может выполняться ручным способом — на плитах или наковальнях и машинным способом — на прессах и вальцах.
Правильные плиты изготавливают из стали или серого чугуна. Масса плиты должна быть в 80-150 раз больше массы молотка. Плита устанавливается на подкладки и горизонтируется. Рабочая поверхность должна быть ровной и чистой (рис. 32, а).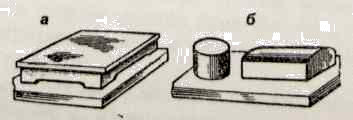
Молотки для правки применяют с круглыми полированными бойками.
Правку листовых деталей, плоских или радиусных (толщиной до 3 мм), имеющих вмятины и выпучины, выполняют на ручных гибочных вальцах с механическим приводом.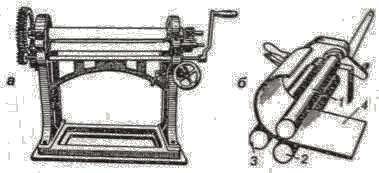
Рис. 43. Правка на ручной трехвалке (вальцовке );
а — вальцовка, б — схема правки; 1, 2, 8 — валки, 4 — лист.
Рис. 44. Правка на винтовом прессе:
а — трубы, б — уголка; 1 — прокладка.
Правку труб и валов выполняют на винтовых прессах (рис. 44, а). Для этого деталь укладывают выпуклостью вверх на призмы, а призматический наконечник пресса устанавливают в месте наибольшего прогиба. Для предупреждения местного смятия детали на призмы кладут мягкие прокладки.
Безопасность труда:
Работать исправным инструментом (плотно насаженные молотки, отсутствуют трещины на рукоятках, нет сколов на ударниках).
Для предохранения рук от ударов и вибраций работать в рукавицах.
Плотно прижимать заготовки и детали к правильным плитам и наковальням и прочно их удерживать.
ГИБКА — способ обработки давлением, при котором заготовке или ее части придается изогнутая форма.
Гибка может выполняться вручную или на гибочных машинах.
Гибка выполняется слесарными молотками или молотками с мягкими бойками в тисках, на плите или с помощью специальных приспособлений. Тонколистовой материал гнут киянками. Детали из проволоки диаметром до 3 мм гнут плоскогубцами или круглогубцами.
Детали с разными радиусами кривизны из профилей получают гибкой на трехроликовых и четырехроликовых гибочных станках (рис. 52,53).
Безопасность труда:
Прочно закреплять заготовки.
Работать в спецодежде и только на исправном оборудовании.
Перед работой на гибочном станке изучить инструкцию.
3Енкование и зенкерование, инструменты для выполнения этих операций.
ЗЕНКЕРОВАНИЕ — это процесс обработки имеющихся цилиндрических и конических отверстий с целью повышения их геометрической точности и качества поверхности. Зенкеровать можно отверстия, полученные сверлением, штамповкой, литьем, ковкой. Зенкерование может быть окончательной обработкой отверстия или промежуточной операцией перед развертыванием отверстия. Операция выполняется на сверлильных станках.
Инструмент для зенкерования — зенкер. Имеет те же составные части, что и сверло (рис. 116). Имеют 4-6 режущих кромок.
Зенкеры могут быть двух номеров: № 1 для обработки отверстий под развертывание и № 2 для окончательной обработки отверстий.
Режущая часть зенкера имеет плоскую торцевую поверхность (рис. 116, а, б), поэтому инструмент не может выполнять отверстия в сплошном материале.

ЗЕНКОВАНИЕ — это получение цилиндрических и конических углублений имеющихся отверстий под головки болтов, винтов и заклепок.
Инструмент для зенкования — зенковка. Она может иметь цилиндрическую, коническую или торцевую режущую часть (рис. 118). Особенностью инструмента является, как правило, наличие направляющей цапфы перед режущей частью инструмента. Цапфы могут изготавливаться заодно с зенковкой или быть сменными. Это позволяет зенковать отверстия различных диаметров одним инструментом. Зенковка с торцевой режущей частью называется цековкой. Зенковка обычно имеет 4–8 зубьев.




Комментариев нет:
Отправить комментарий