11.11.2022
Группа 512
Предмет: Технология подготовительных операций перед сваркой
Тема урока: Классификация сварных соединений
Цель урока: изучить данную тему, составить конспект урока
Классификация сварных соединений.
По взаимному расположению соединяемых элементов делятся на:
стыковые;
нахлесточные;
тавровые;
угловые.
Для того, чтобы детали лучше сваривались, производится предварительная подготовка кромок.
2. По протяженности свариваемые швы могут быть:
непрерывные;
прерывистые.
Максимальная длина шва ≤ (50-60)·к (где к – длина катета).
3. По расположению в пространстве свариваемые швы могут быть:
нижние;
горизонтальные;
вертикальные;
потолочные.
4. По внешней форме:
выпуклые;
плоские;
вогнутые.
Наиболее качественные швы, особенно при передаче динамических нагрузок - вогнутые швы, в связи с этим, получаемые выпуклые швы, затем подшлифовываются до образования вогнутых.
Если нет особенных требований к сварке, то она выполняется на открытом воздухе, при повышенных требованиях она может выполняться в среде защитного газа (например аргонодуговая сварка).
Электроды, которыми производится сварка – специальная проволока, покрытая снаружи специальным составом, который предназначен для защиты сварочной проволоки, медленного ее сгорания и обеспечивает наличие зазора между поверхностями.
Очень хорошие результаты дает автоматическая сварка. Она позволяет точно выдержать зазор и сварочная проволока уже ничем не покрывается.
Автоматическая сварка позволяет увеличить толщину свариваемых деталей и значительно повысить качество сварки.
Расчет сварных соединений.
Расчету подвергается сварной шов. Его качество должно быть таким, чтобы он обеспечивал равную прочность с самой деталью.
Такое соединение рассчитывается на растяжение, определяется нормальное напряжение растяжения.
Считается, что такое соединение работает на срез и опасным является биссектрисное сечение CD.
CD ≈ 0,7 К
![]()
ℓ - длина периметра сварного шва.
Если это же сечение, но нагружено Мизг, то
![]()
Wρ – полярный момент сопротивления сечения швов в плоскости разрушения.
В том случае, если ℓ<b, то
![]()
Основы взаимозаменяемости. Допуски и посадки. Понятие взаимозаменяемости.
Любая конструкция состоит из отдельных узлов и деталей, в том случае, если изделия изготовляются достаточно большими партиями (серийное и массовое производство), то узлы и детали производятся отдельно в специальных цехах или заводах.
Подобная специализация позволяет максимально упростить производственный процесс, снизить затраты на изготовление деталей, повысить качество.
Специализация и поточные методы сборки в массовом производстве изделий возможна лишь при обеспечении взаимозаменяемости деталей и узлов.
Взаимозаменяемость – это принцип конструирования и производства деталей, который обеспечивает возможность правильной сборки и замены деталей при независимом изготовлении деталей и узлов без дополнительной обработки и пригонки.
Различают полную взаимозаменяемость, неполную взаимозаменяемость и функциональную взаимозаменяемость.
При полной взаимозаменяемости обеспечивается возможность сборки без подгонки в узлы или замены при ремонте любых независимо изготавливаемых с заданной точностью однотипных деталей.
При неполной взаимозаменяемости часть детали требует подбора или подгонки.
Функциональная взаимозаменяемость – это взаимозаменяемость не только по геометрическим параметрам, но и по эксплуатационным характеристикам.
Полную взаимозаменяемость экономически целесообразно вводить только при крупносерийном и массовом производстве, так как это достаточно дорого. Основное условие обеспечения взаимозаменяемости – это изготовление деталей с необходимой точностью.
Геометрические параметры деталей и их точность количественно оцениваются посредством размеров. Размер, определенный на основании расчета на прочность или по конструктивным особенностям и проставляемый на чертежах деталей узлов называется номинальным.
В процессе производства невозможно выполнить абсолютно точно требуемые размеры, погрешности вносятся и при измерении. Существует понятие действительный размер деталей. Таким называется размер, установленный измерением и допустимой погрешностью.
Под точностью изготовления деталей понимается степень приближения действительных значений геометрических размеров к их номинальным значениям. Идеально было бы если все детали в партии были изготовлены с одним требуемым размером.
Но из-за погрешности инструмента, приспособлений недостаточной жесткости станка, полученные размеры могут отличаться от заданных, т.е. рассеиваться.
Например, у вала поле рассеивания от dнаиб до dнами
Поле рассевания зависит от точности изготовления; чем выше точность (чем меньше погрешность), тем меньше поле рассеивания.
Для определения погрешностей вводится понятие предельных размеров.
П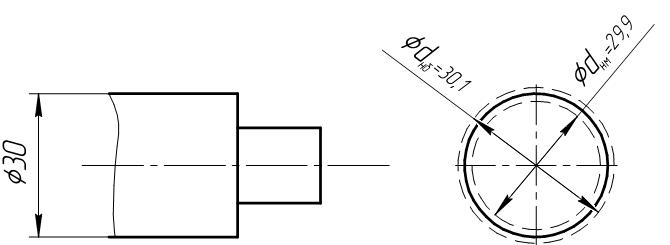 редельными размерами называются максимальное и минимальное значение размера, между которыми должен находиться действительный размер годной детали. На чертежах указываются допускаемые колебания, т.е. допуски на размеры.
редельными размерами называются максимальное и минимальное значение размера, между которыми должен находиться действительный размер годной детали. На чертежах указываются допускаемые колебания, т.е. допуски на размеры.
Ø![]() , т.е. деталь будет годной, если ее диаметр будет находиться в пределах от 29,9 до 30,1 мм. Если размер меньше 29,9, то деталь – брак, если больше 30,1 то брак, но исправимый.
, т.е. деталь будет годной, если ее диаметр будет находиться в пределах от 29,9 до 30,1 мм. Если размер меньше 29,9, то деталь – брак, если больше 30,1 то брак, но исправимый.
Погрешность изготовления деталей оценивается полем допуска на размер, т.е. разностью между наибольшим и наименьшим предельными размерами. Поле допуска на размер можно изобразить геометрически в виде специальных прямоугольников.
П ример: Ø
ример: Ø![]()
Все размеры, поставленные на чертежах, делятся на два основных типа:
Сопрягаемые размеры (размеры образующие посадки, пример: диаметры);
Не сопрягаемые размеры (пример: длина детали, длина уступа).



Комментариев нет:
Отправить комментарий