24.11.2022
Группа 506
Предмет: Ремонт автомобилей
Тема урока: Ремонт КШМ автомобиля
Цель урока: изучить данную тему, составить конспект урока
Если наблюдается биение средней коренной шейки относительно крайних, т.е. имеется довольно большой изгиб коленчатого вала, то его устраняют правкой на прессе. Для этого вал устанавливают крайними коренными шейками на призмы, а штоком пресса через латунную или медную прокладку прикладывают усилие к средней шейке со стороны, противоположной изгибу. Прогиб должен быть в десять раз больше устраняемого изгиба. Вал выдерживают под нагрузкой в течение четырех минут. После проверки вал нагревают до 200°С и выдерживают при этой температуре 5 часов.
После правки вал вновь проверяют на биение и затем устанавливают в блок цилиндров. После установки коленчатого вала в блок цилиндров проверяют его осевой люфт с помощью индикатора. При отсутствии индикатора осевой люфт измеряют, правда, с меньшей точностью, с помощью набора щупов. Для этого отвертку вставляют между первым кривошипом вала и передней стенкой блока цилиндров (рис. 3) и отжимают ею вал к задней части двигателя. Затем с помощью щупа определяют зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки. При люфте больше нормы его регулируют с помощью полуколец (рис.4), заменив старые полукольца новыми или установив полукольца увеличенной толщины.

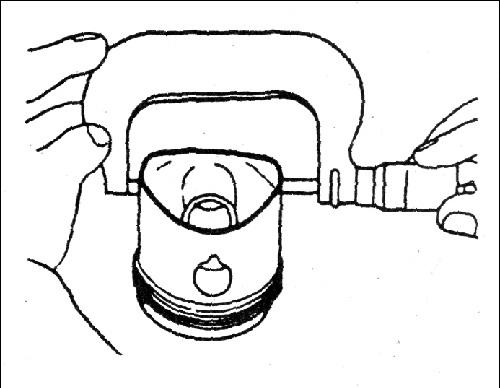
Проверка внутреннего диаметра шатунного подшипника

ются трещины. Диаметр цилиндров, как правило, разбивается на классы: А, В, С, D, Е или 1, 2, 3, 4, 5. Обычно классов бывает от трех до пяти, однако автомобили «Опель» имеют 15 классов диаметра. Каждый последующий класс увеличен на 0,01 мм. Для блока цилиндров или гильз цилиндров предусмотрена расточка под ремонтные поршни, имеющие увеличенный диаметр.
Осматривая цилиндры, обращают внимание на состояние их зеркал. На них не должно быть выбоин и глубоких царапин. СтепеПроверка осевого люфта коленчатого вала щупом
Задиры и царапины на поверхности маховика удаляют протачиванием, снимая слой металла толщиной не более 1 мм и зачищая абразивной шкуркой. После установки маховика на оправку и центрирования его по посадочному отверстию проверяется торцовое биение маховика, которое не должно превышать 0,1 мм. Если маховик имеет цвет побежалости на поверхности под ведомый диск сцепления, нужно проверить натяг обода на маховике.
При выкрашивании зубьев маховика и значительном их износе по длине зубчатый венец заменяют. При небольшом износе торцов зубьев маховика необходимо зачистить торцы на шлифовальном станке. Если зубчатый венец маховика заменен, необходимо статически отбалансировать маховик. Для этого со стороны крепления сцепления высверливают лишний металл на глубину не более 15 мм.
Завершив ремонт, коленчатый вал собирают с теми же маховиком и сцеплением, которые стояли на нем до ремонта.Сцепление устанавливают на маховик по заводским меткам или меткам, которые были нанесены на обеих деталях, одна против другой, около одного из болтов крепления кожуха сцепления к маховику.
Прежде чем установить коленчатый вал на двигатель его подвергают динамической балансировке на балансировочном станке. Дисбаланс устраняют высверливанием металла в противовесах коленчатого вала или ступице маховика. Риски, обнаруженные на ступице коленчатого вала, и задиры на поверхности шейки под сальник устраняют шлифованием. Сальники, независимо от их состояния, заменяют при каждой разборке двигателя.
Проверка технического состояния и ремонт блока цилиндров
После мойки и очистки блока цилиндров в ванне с моющим раствором его хорошо продувают и просушивают сжатым воздухом, уделяя особое внимание системе масляных каналов. Затем блок цилиндров осматривают. Если в опорах или других местах блока цилиндров имеются трещины, то блок цилиндров заменяют. Если при работе двигателя наблюдается, попадание охлаждающей жидкости в масляный картер, то блок проверяют на герметичность на специальном стенде.

Можно проверить блок двигателя на наличие трещин и с частичной его разборкой. Для этого из системы охлаждения сливают охлаждающую жидкость, снимают головку блока цилиндров, рубашку охлаждения охлаждают холодной водой и в главный масляный канал подают сжатый воздух. Если в воде, которая заполняет рубашку, появляются пузырьки воздуха, значит, в блоке имень износа цилиндра определяется общим износом, а также изменением его геометрических параметров: бочкообразностью, конусностью, овальностью. Зазор между поршнем и цилиндром измеряется для каждого цилиндра отдельно. Определяется он как разность между внутренним диаметром цилиндра и диаметром юбки поршня, измеренным на определенном расстоянии от днища поршня или от его нижнего края.
Измерение диаметра поршня
Зазор между поршнем и цилиндром можно измерить с помощью набора щупов. Для этого выбирают подходящий щуп и вставляют его между поршнем, на котором сняты кольца, и Цилиндром под углом 90° к поршневому пальцу. При нажатии на поршень с небольшим давлением он должен проходить через цилиндр без сопротивления. Щуп при проверке удерживают на месте.
Если поршень выпадает или легко проходит внутри цилиндра, значит, зазор выше допустимого, и необходима установка нового поршня следующей размерной группы. Если поршень задерживается у нижнего края цилиндра и свободно проходит у верхнего, то цилиндр имеет конусный износ — конусность. Если при проворачивании поршня вместе со щупом поршень задерживается, то цилиндр имеет овальный износ — овальность.
В зависимости от требований предприятия-изготовителя максимальный износ цилиндров допускается от 0,08 до 0,25 мм.. Если измеренный зазор входит в допустимые пределы, цилиндры можно не растачивать, достаточно установить новые поршневые кольца. Если зазор превышает максимально допустимое значение, нужно растачивать цилиндры (гильзы) под ближайший ремонтный размер. При растачивании образовавшиеся в результате износа искажения геометрической формы цилиндра устраняются. Растачивание гильз или цилиндров производится на специальных вертикальных отделочно-расточных станках.



Комментариев нет:
Отправить комментарий